The Benefits You Can Expect
Keeping bulk solids and liquids free of contaminants is critical to meeting stringent product quality standards in the food, pharmaceutical, chemical, and plastic industries. As a key element of AZO's conveying systems, these screeners support robust quality assurance and deliver the following benefits:
- Peace of mind with comprehensive safety checks
- Ensured adherence to HACCP specifications
- Greater confidence about final product quality
- Prevention of losses and costly equipment downtime
- Superior technology that delivers outstanding service



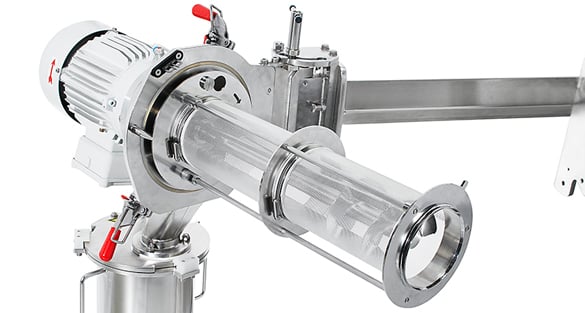
How AZO Screeners Work
AZO screeners are designed to check individual ingredients for contaminants before, during, and after processing. When a material enters a screener, lumps, foreign objects, and other contaminants are automatically removed and discharged into an outlet. With a baffle that prevents the fine proportion of material from entering the outlet, the in-spec screen material continues on in the production process with improved safety and quality.

Have Questions About AZO Screening Systems? We Can Help.